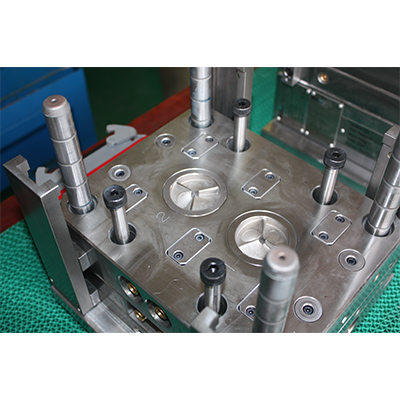
Le moule à 3 plaques est également appelé moule de porte de pointe.
Il y a deux surfaces de séparation pour diviser le moule en trois parties. Par rapport aux deux moules de plaque, la plaque de porte du moule à trois plaques est ajoutée. Il convient aux moules qui ne permettent pas de marques de porte autour du produit. Ce type de moule utilise une porte pointue, il est donc appelé moule de porte ponctuelle.
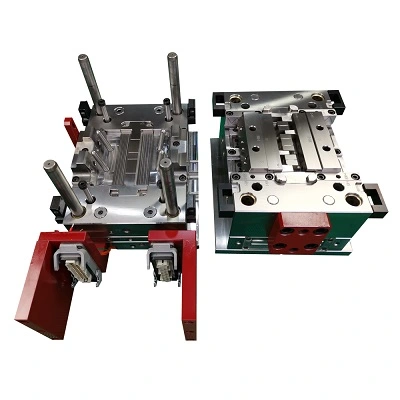
Le processus de mouvement de moule typique à 3 plaques
Le processus d'ouverture du moule: le moule à trois plaques a deux processus de séparation, le premier entre la plaque de décapage et la plaque de cavité, et la deuxième fois entre la plaque de cavité et la plaque centrale. Lorsque le côté du noyau est tiré par la machine de moulage par injection, car les plaques A et B sont équipées d'un verrou de verrouillage, et il n'y a pas de connexion ou d'obstruction entre la plaque de décapage et la plaque A (dans la plupart des cas, la tige de traction est également équipée d'un ressort). La plaque de décapage est d'abord séparée de la plaque de cavité par la force de traction, et la plaque de cavité se déplace vers l'arrière avec la plaque de noyau. Lors du déplacement à la distance définie, il est bloqué par le bloc limitant de la tige de traction, car la plaque A continue de se déplacer avec la machine de moulage par injection. Par conséquent, la tige de traction est également entraînée, et la tige de traction entraîne la plaque de décapage pour passer à la distance définie suivante, puis la tige de traction et la plaque de cavité cessent de bouger.
La machine de moulage par injection continue de reculer, alors que la force de traction continue d'augmenter, dépassant la force de verrouillage du verrou de verrouillage, la plaque A est séparée de la plaque B, et s'arrête lorsque la distance définie est atteinte.
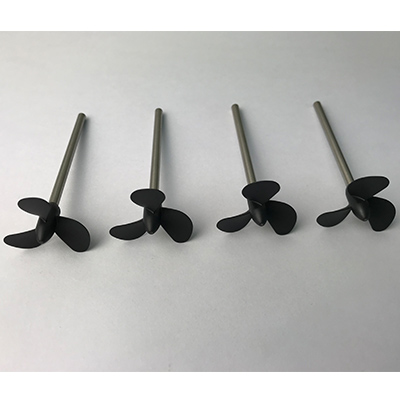
La plaque d'éjection entraîne le mécanisme d'éjection (la broche d'éjection, la tige d'éjection et le poussoir) pour démarrer le mouvement d'éjection, et le produit fini est éjecté (automatiquement abandonné ou retiré par le robot).
Processus de serrage-Lorsqu'il y a un mécanisme de retrait sur la plaque d'éjection, la plaque d'éjection est tirée de force par la machine de moulage par injection avant le serrage.
Sous la poussée de la machine de moulage par injection, le noyau se déplace vers le côté de la cavité, si la plaque d'éjection n'est pas tirée en arrière à l'avance, la goupille de retour entre d'abord en contact avec la plaque de cavité. Sous la force de réaction, la plaque d'éjection est renvoyée par la goupille de retour.
La plaque B est pressée contre la plaque A et la plaque de décapage, et finalement complètement serrée. La buse de la machine de moulage par injection est étroitement équipée de la bague de buse sur le moule, et le prochain cycle de moulage par injection est lancé.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어


 Enquête
Enquête 





 Appelez-nous sur:
Appelez-nous sur:  Nous envoyer un courriel:
Nous envoyer un courriel:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.