Nom du moule: Moule de prise de mur d'injection plastique
Partie Matériel: PBT GF15
Taille du produit: 45.4*19.6*52.7mm
Description du produit: Plug CH version
Cavité du moule: 4 cavités
Moule Taille: 392*300*335 MM
Machine d'injection appropriée: 90 tonnes
Acier de cavité de moule: ASSAB8407
Système d'injection de moule: porte froide de film de coureur
Système d'éjection de moule: Goupille d'éjecteur
Temps de cycle de moule: 25's
Cycle de vie de moule: 1,000,000
Délai: 30 jours ouvrables
Prix: 3000-10000
Caractéristiques du moule: deux noyaux
Moule à bouchon d'injection en plastique avec deux noyaux, fabricant de moules à bouchon mural d'injection en plastique de haute qualité en Chine, HanKing avait de l'expérience dans le moule à bouchon en plastique de différents pays, États-Unis, Suisse, Italie, Asie, Australie, etc.
Nous avons appelé cela un moule de prise, il est en fait à part du chargeur adaptateur, c'est un moulage d'insert, nous allons prendre l'insert de broche métallique qui sera mis dans le moule.
Pour ce type de moule, la ligne de séparation n'est pas compliquée mais nous devons encore être confirmés par le client. En tant que pièce d'assemblage interne, l'apparence n'est pas particulièrement importante, nous pouvons utiliser un coureur froid pour économiser le coût du moule. Et la pièce n'est pas grande et épaisse, il est donc suggéré d'utiliser la porte du film.
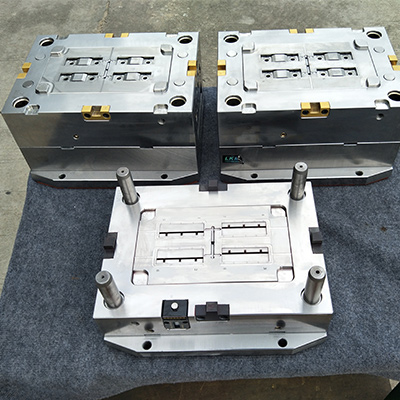
Selon la structure de la pièce, nous proposons d'avoir 4 curseurs, de chaque côté deux curseurs.
Vérifiez la ligne divisée des curseurs, les inserts sont séparés avec les clients.
Essayez d'équilibrer la position de la goupille d'insertion.
Faire même le système d'éjection signifie la forme de la broche d'éjection, la dimension, l'équilibre des positions.
Il faut veiller à ce que si les curseurs ont un angle de tirage le long de la direction de déplacement de la glissière, l'analyse de l'angle du brouillon doit également être vérifiée pour la cavité et le côté du noyau, normalement l'angle de l'ébauche n'est pas inférieur à 1 degré.
Lorsque les concepteurs effectuent une analyse de l'épaisseur de la paroi, si l'épaisseur de la paroi est inégale, veuillez en informer le chef de projet, le chef de projet en discutera avec le client si la marque de l'évier est acceptable. Cependant, même les clients acceptent la marque d'évier, nous devrions essayer d'éliminer autant que possible la marque d'évier, le chef de projet doit faire de son mieux et améliorer les paramètres d'injection pour éviter les problèmes de marque de puits lors des essais de moisissures.
La forme de la pièce est irrégulière, il devrait être appelé forme de bande mince, ce genre de pièce est souvent plié après moulage en raison d'un manque de support en plastique, les concepteurs devraient réfléchir à la solution sur la façon d'améliorer le refroidissement.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어


 Enquête
Enquête 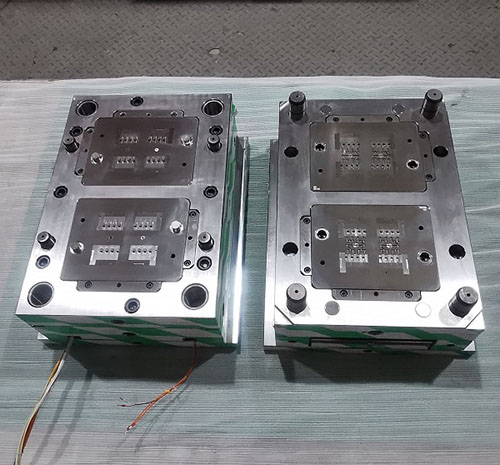





 Appelez-nous sur:
Appelez-nous sur:  Nous envoyer un courriel:
Nous envoyer un courriel:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.