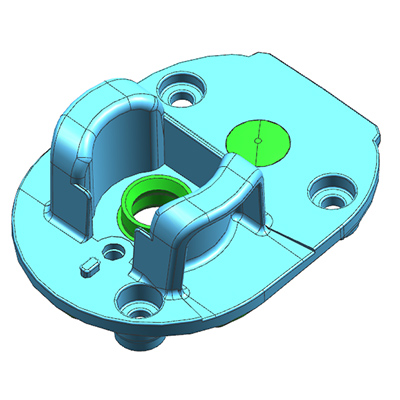
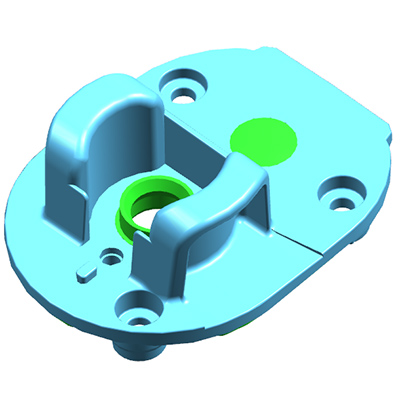
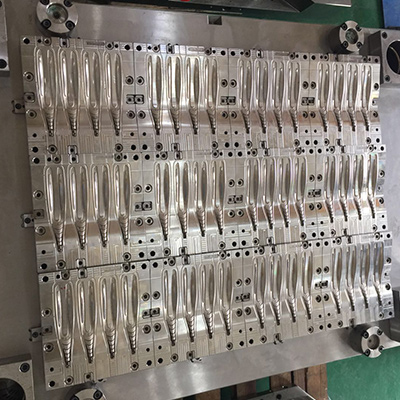
La partie en plastique dur est ASA
La partie en plastique souple est TPE
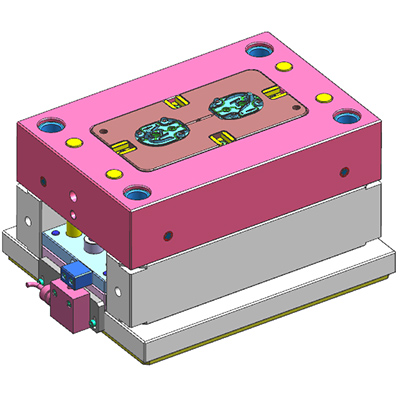
2 cavités
Rétrécissement de la partie dure: 0.55%
Sof partie rétrécissement: 0
Partie dimension: 54.11*40.9*26.14
Porte: Sous-porte
Machine de moulage par injection; 270 40-1- A
Qu'est-ce que le sur-moulage en plastique?
Le surmoulage est en fait une sorte de 2e moulage par balle, le produit se compose de la partie principale (partie en plastique dur) et de la partie extérieure (molle). Lorsque le moule est fabriqué, les pièces en plastique dur sont d'abord fabriquées. La partie dure principale du moule est conçue conformément à la procédure de conception normale. La conception du moule (en caoutchouc souple) doit être basée sur les parties dures comme référence, tandis que le noyau est essentiellement le même que les pièces en plastique dur, la cavité est différente car il y a la forme de sur-moulage. Tout d'abord, produisez une pièce en plastique dur, puis mettez la partie dure dans le moule de la pièce molle pour surmouler la partie complète.
Les caractéristiques du surmoulage
Dans la conception du moule, faites attention au calcul de retrait pour les deux différentes pièces en plastique. Il existe généralement deux ensembles séparés de moules. Pour le surmoule, la première partie de tir doit être adaptée précisément dans le moule pour le moulage secondaire. Certaines surfaces de la première partie doivent être à zéro avec une surface de moule pour l'étanchéité pendant le processus d'injection secondaire. Les autres surfaces doivent garder le dégagement pour empêcher les marques pressées.
Il convient de noter que le matériau TPU est intrinsèquement facile à coller au moule. Si la surface du produit peut être efficace autant que possible, il est facile à démouler. Le TPU a une fluidité plus lente et un temps de cycle de refroidissement plus long, nous devons faire attention au processus de moulage.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어
 Enquête
Enquête 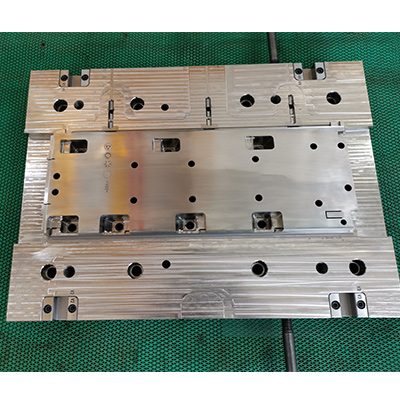





 Appelez-nous sur:
Appelez-nous sur:  Nous envoyer un courriel:
Nous envoyer un courriel:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.