Services de moulage en plastique et gestion de projet
Services de moulage à un
LeFabricant de moules en plastique de la Chine,HANKING donnera à chaque projet de moulage par injection de plastique de précision un chef de projet et un ingénieur de projet affecté pour chaque projet. Le chef de projet est responsable du projet depuis les discussions initiales avec les représentants des clients jusqu'à ce que le projet soit terminé avec succès. Pour le client, cela signifie One Project-One Contact.
Table ronde pour les détails du service de moulage de l'état civil
HanKing Mold tiendra une table ronde sur les étapes cruciales du succès du projet de moulage en plastique, du lancement du projet, du DFM, de la conception du moule, du résultat d'essai du moule, des modifications, etc.
Mises à jour hebdomadaires sur les services de moulage par injection plastique
Demande du client:Demande de devis (demande de devis)
Bon de commande (PO)
Conception de moule:Conception pour la manufacturabilité (DFM), pré-conception, écoulement molle, conception de moule 3D, approbation de conception par le client
Fabrication de moule:Commande d'acier, assortie, assemblage de moule
Essai de moule:Client d'approbation d'échantillons, modification
Expédition
Services après-vente
Capacité de l'équipe du projet dans le moule HanKing
Planification précoce
Après l'introduction du projet, une équipe spéciale APQP sera mise en place pour évaluer les risques du projet, examiner le devis, déterminer les tâches et objectifs de l'action, établir la BOM initiale, l'organigramme du processus, liste des caractéristiques spéciales des produits et procédés, et liste des risques, Analyser en détail la conception structurelle et la technologie de processus de différents types de produits pour les clients, proposer des suggestions raisonnables, aider les clients à optimiser les produits et à réduire les coûts des clients, améliorer la capacité de production et le rendement.
Développement et production de moule
L'équipe de projet HanKing Mould peut faire un rapport détaillé de lancement de moule DFM, analyse du flux de moule, analyse de tolérance dimensionnelle, dessins de conception de moule et sortie de spécification, production de moules, production d'essai, correction de moule/changement d'ingénierie, inspection tridimensionnelle/deux, acceptation du moule et autres capacités de montage telles que le développement et la pulvérisation/sérigraphie/assemblage/mise en forme.
Processus de conception, de développement et de vérification
Examen du système de qualité du produit/processus, plan d'atelier, organigramme du processus, formulation et examen des P-FMEA, plan de production et de contrôle d'essai, matrice de caractéristiques spéciales, instructions de fonctionnement du processus, spécifications d'emballage, plan d'analyse du système de mesure, résultat initial de la recherche sur la capacité des processus, suivi des problèmes de production des essais.
Confirmation du produit et du processus
Production PPAP, évaluation du système de mesure, mise à jour de la capacité des processus, approbation des pièces de production, test de capacité de production, évaluation de l'emballage, mise à jour du plan de contrôle, identification de la planification de la qualité et support de gestion, mise à jour et amélioration de la liste des risques.
Rétroaction/évaluation et mesures correctives
Performance précoce de la production du projet, confinement précoce de la production, fermeture de la liste des risques, examen du rapport de synthèse, réduction des coûts, amélioration de la livraison et du service et amélioration de la satisfaction de la clientèle;
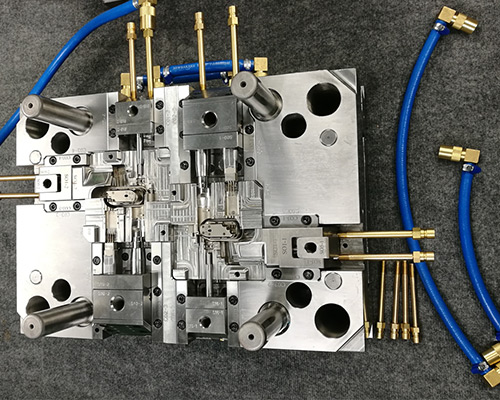
Avant la livraison de moules à injection, notre chef de projet fera une vérification de l'outillage en plastique pour s'assurer que nos moules vont au client dans un bon statut et une bonne qualité
Livraison de sécurité
Barre et boulons à œil installés, dispositif de sécurisation disponible.
La cavité de transport unique et la barre de transport possible du côté du noyau sont équilibrées.
Fentes de serrage ou plaques de serrage disponibles.
Marquage d'outil conforme à la norme de l'outil client.
Toutes les connexions de refroidissement sont marquées, selon la norme de l'outil
Toutes les connexions d'huile et d'air sont marquées, selon la norme de l'outil.
Bords pour le démontage disponible.
Identification de marquage claire et facile à comprendre pour les opérateurs
Lubrifiez tous les guides. Rainures d'huile attachées.
Avec tous les moules montés à ressort, y a-t-il un contrôle efficace du ressort?
Le système d'éjection fonctionne bien (en se déplaçant doucement à la main, mieux vaut laisser une femme essayer)
Filetages suffisants pour les boulons à œil disponibles.
Les piliers de guidage sont plus longs que les piliers inclinés.
Toutes les vis serrées.
Manière d'éjecteur d'être estampé dans le moule et testé.
Le diamètre de l'anneau de localisation est selon la spécification.
Rayon de la buse R15.5mm / 40mm.
Pilier d'entrée tout boulon coulissant arrondi.
Pas d'arêtes vives, toutes les pièces avec chanfrein.
Les transitions dans la sprue sont pour la plupart arrondies.
Le buisson de sprue est poli dans le sens de la longueur.
Toutes les portes sont des rapports de mesure tout aussi importants qui existent.
Le marquage du numéro de cavité est fait en accordiNg aux exigences du client.
Symboles de recyclage disponibles selon spécification.
Date de timbre disponible, selon les spécifications, la date correcte doit être ajustée.
Fentes d'air et trous d'aération disponibles.
Moule Surface et connexion
Surface de la cavité selon le dessin.
Longueur de l'éjecteur et rebond testés.
Le curseur de sécurité et la prise de balle sont correctement positionnés.
Pré-chargement à verrouillage disponible, espace latéral unique de 0.01mm.
Le flash doit être retiré après le meulage du plan de séparation.
Ligne de séparation vérifiée.
Surface haute brillance vérifiée.
Une partie ramasse avec un robot possible
Porte se déformant automatiquement.
Rétrécissement vérifié.
Slider avec mécanisme de sécurité.
Toutes les connexions de refroidissement doivent être étiquetées, selon la norme d'outil du client.
Documents et dessin
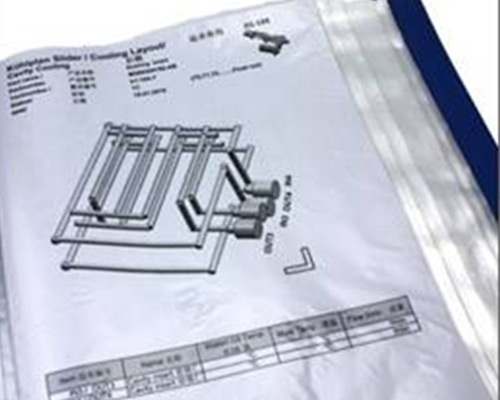
Diagramme de refroidissement et rapport sur le débit d'eau présent.
Les connecteurs d'eau sont corrects selon la norme des clients.
Les connexions de refroidissement sont situées à l'opposé ou au bas du côté de l'opération.
Les pipelines hydrauliques doivent être fermement connectés ou tubés à l'outil interne.
Vérifier la fonction des cylindres (voies/dispositif de verrouillage)
Les connexions de cylindre sont conformes aux exigences des clients.
Vérifier l'interrupteur de limite: position/réglage/fonction.
Connexions électriques selon la norme de l'outil des clients.
Cylindre hydraulique avec commutateurs.
Deux plans complets avec sprue.
Éléments interchangeables et inserts selon les exigences.
Accessoires d'assemblage selon l'arrangement.
Fournir des données d'ajustement.
Les électrodes sont bien emballées, prêtes à être expédiées et étiquetées avec le numéro d'outil.
Machine d'injection ajustant les données de paramètres documentées.
Le diagramme électrique est disponible.
Exemple de rapport d'inspection, FOT, exécution finale…… documenté.
Deux ensembles complets de dessins d'outils.
Données CAO actuelles (2D et 3D) sur CD-ROM
Fiche technique de l'outil complètement rempli et signé.
Liste de contrôle Moules d'injection remplis et signés.
Nous vous contacterons dans les 24 heures.
Les derniers articles de moulage par injection plastique
March 13, 2023Le moulage par injection est une méthode de traitement utilisée dans la production de masse de pièces en plastique. Le principe spécifique est d'injecter les matières premières plastiques chauffées dans la cavité du moule d'injection plastique un...view
January 13, 2023Dans le processus de traitement des moules automobiles, si vous voulez produire des moules d'injection de haute qualité, vous devez contrôler efficacement la température. Par conséquent, lorsque les usines produisent, elles paieront...view
January 20, 20211. Usinage rugueux du traitement des moules d'injection de précision La tâche principale consiste à supprimer la majeure partie de l'allocation d'usinage de chaque surface usinée et à fournir une référence de positionnement pour les machini semi-finition...view
August 27, 2021. Principes de conception du transport de l'eau pour les molds1 automobile. Après avoir disposé le dé à coudre, inséré l'aiguille, le dessus incliné et la buse, puis organiser le trou de transport d'eau pour éviter d'interférer...view
October 28, 2019China Mold Company présente des avantages évidents en termes de coût de main-d 'œuvre et d'échelle d'équipement. En moyenne, les employés de la société chinoise de moules travaillent plus de deux heures par jour que ceux des entreprises allemandes de moule, et...view
January 13, 20231. Pièces en plastique de moule automobile: la pénurie est principalement due à un approvisionnement insuffisant en matériaux, à un faible débit de remplissage des matériaux fondus, à une expansion excessive et à un échappement médiocre, etc. Lorsqu'il y a des muls...view

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어











 Appelez-nous sur:
Appelez-nous sur:  Nous envoyer un courriel:
Nous envoyer un courriel:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.