Nom complet ABS Copolymère d'acrylonitrile butadiène styrène, avec d'excellentes propriétés physiques et mécaniques complètes, excellente résistance aux chocs à basse température. Stabilité dimensionnelle. Les propriétés électriques, la résistance à l'usure, les propriétés anti-chimiques, la teinture, le traitement du produit fini et le traitement mécanique sont bonnes. Les résines ABS sont résistantes à l'eau, inorganiques, alcalins et résistantes aux acides, insolubles dans la plupart des solvants alcools et hydrocarbonés, mais ont tendance à se dissoudre dans les aldéhydes, les cétones, les esters et certains chlorocarbures. La température de déformation thermique de la résine ABS est faible combustible, la résistance aux intempéries est médiocre.
La température de fusion est comprise entre 217 et 237 degrés C et la température de décomposition thermique est supérieure à 250 degrés.
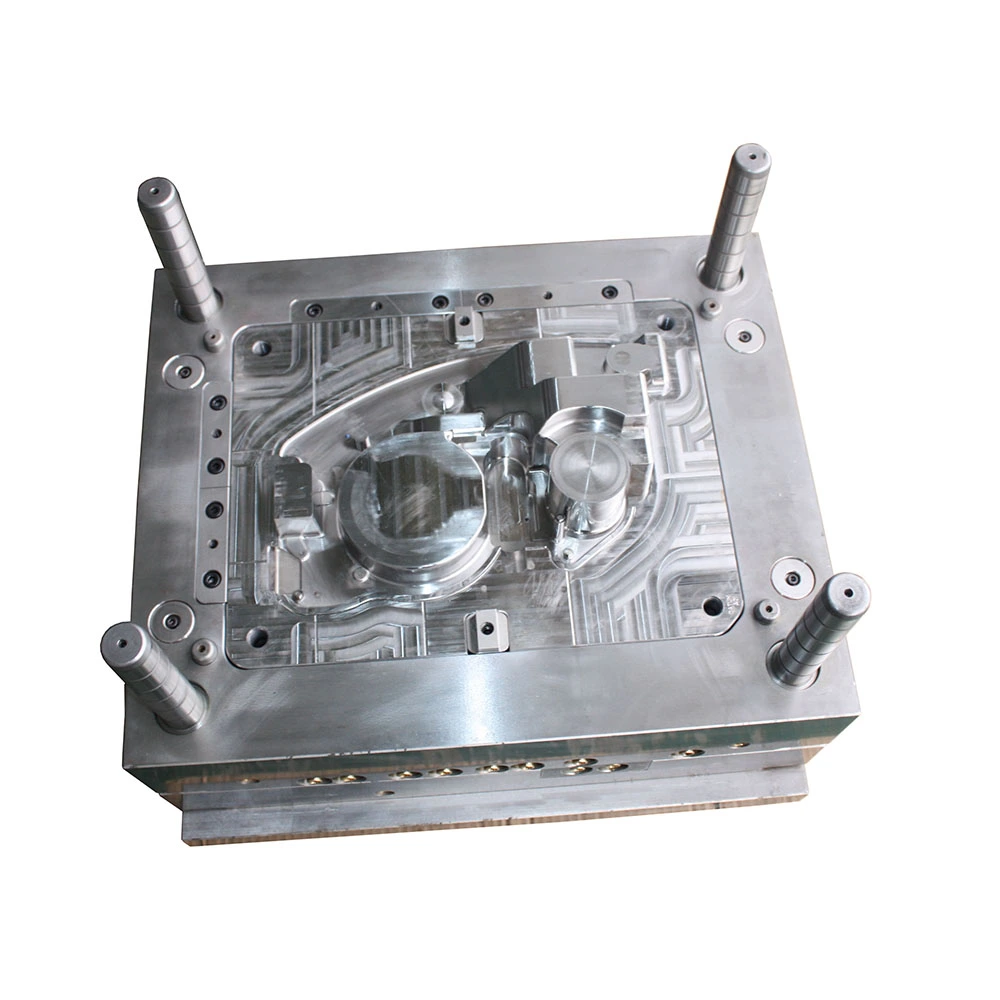
Pour le moule de pièces en plastique ABS, HanKing fabriquera une bonne conception de moule d'injection en plastique à partir de l'épaisseur de paroi, de l'angle de tirage, de la ventilation, du système d'éjection, de l'équilibre et du bon coureur.
La résine ABS pour moulage par injection est principalement composée de granules opaques blancs en ivoire clair ou en porcelaine, à l'exception de la résine de qualité spéciale ou de coloration. L'absorption d'eau de la résine n'est pas très élevée, par exemple, lorsque la valeur admissible de traitement est sous 0.1 à 0.2%, le processus de moulage peut être effectué sans séchage, tandis que l'emballage est serré, le stockage est correct, et les exigences du produit ne sont pas trop élevées. Cependant, si la teneur en humidité des granules dépasse la valeur spécifiée, il doit être séché avant le moulage par injection. Lorsqu'il y a des exigences élevées pour les granulés ou les produits de qualité spéciale (tels que la galvanoplastie), il doit être séché avant le processus de moulage.
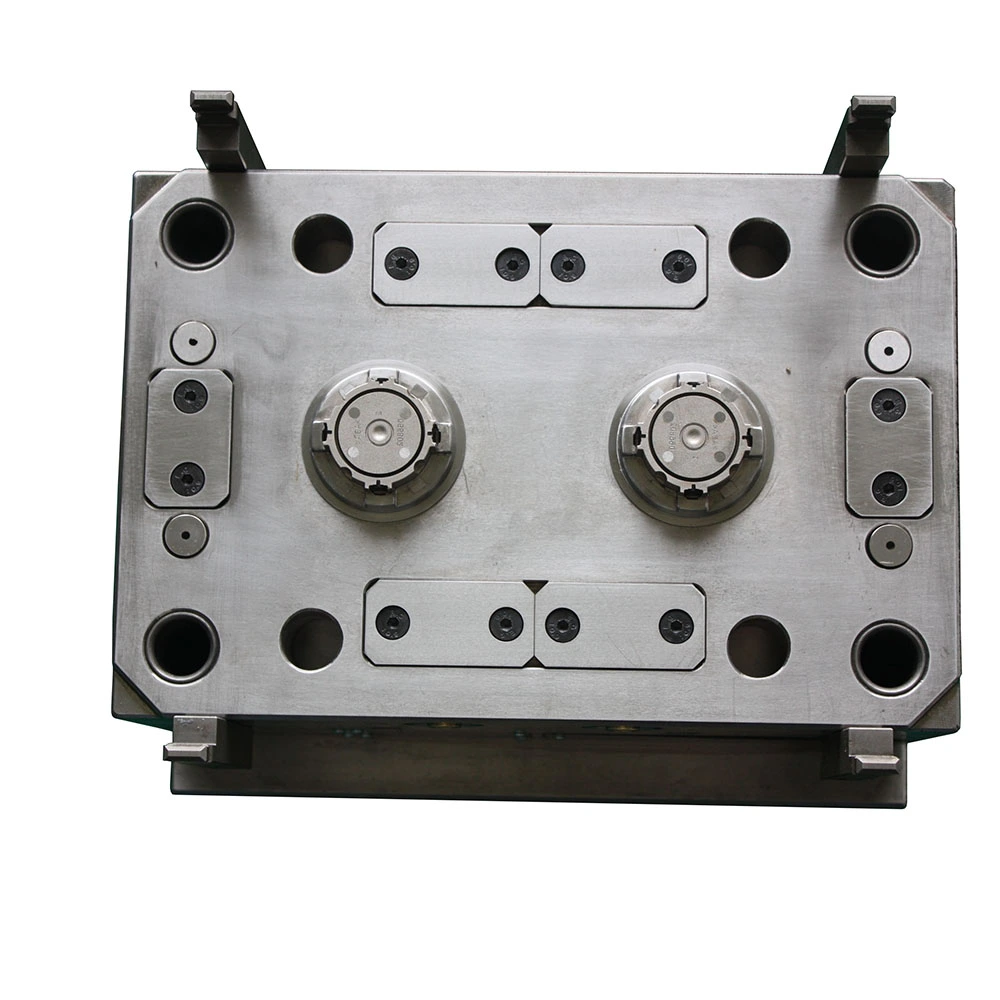
Afin que l'ABS fondre remplisse toutes les parties de la cavité dès que possible, le diamètre du canal du coureur ne doit pas être inférieur à 5mm, l'épaisseur de la porte doit être supérieure à 30% de l'épaisseur de la partie en plastique et de la partie droite (Se réfère à la cavité à entrer) la longueur est d'environ 1mm. La position de la porte doit être déterminée en fonction des exigences du produit et de la direction de l'écoulement. Pour les produits qui doivent être électroplaqués, la porte n'est pas autorisée à être sur la surface du revêtement.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어







 Appelez-nous sur:
Appelez-nous sur:  Nous envoyer un courriel:
Nous envoyer un courriel:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.