Le développement de produits de coque de téléphone mobile doit passer par le processus de conception de la structure du produit, de développement et de conception de moules, de production de moulage par injection, d'impression par pulvérisation, etc. Chaque lien affectera l'apparence de la coque du téléphone portable. HANKING MOULD ENGINEERING LTD. a quelques suggestions sur les problèmes auxquels il faut prêter attention pendant le processus de moulage par injection des moules de coque de téléphone mobile. Nous espérons que ceux-ci peuvent vous être utiles.
1. conception de moule d'injection de la coquille de téléphone portable
LeConception de moule d'injectionDe la coque du téléphone mobile doit prendre en compte la structure et l'assemblage du produit. De plus, l'éjection du produit et la disposition de sa voie navigable et la distribution de l'entrée de colle doivent être prises en compte dans le processus de fabrication. Ce qui suit présente brièvement les points d'attention de la conception des nervures, crochets et trous d'écrou du produit.
2. La conception du moule d'injection de la nervure de la coque du téléphone portable
Lorsque vous utilisez un PC ou un PC ABS, l'épaisseur de la nervure ne dépasse pas 0.6 fois l'épaisseur de la coque du téléphone elle-même. Le rapport d'aspect ne peut pas dépasser 3 à 5 fois sa propre épaisseur.
L'angle de tirage du moule de la coque du téléphone portable est d'environ 0.5 à 1.0 degrés.
L'espace entre les deux nervures est plus de 3 fois l'épaisseur de la paroi.
3. Le schéma de conception de moule d'injection du crochet de moule de coque de téléphone portable
La spécification d'entrée de carte du crochet est généralement de 0.5mm à 0.8mm.
Le crochet descend de 0.2mm à partir de la surface de séparation, ce qui est bénéfique pour le traitement du moule de la coque du téléphone portable.
La surface occlusale du crochet et de la fente pour carte a un espace de 0.05mm pour une réparation facile du moule à l'avenir.
Un espace de 0.3mm est réservé en haut de la fente en bas du crochet comme espace résilient pour la déformation du crochet.
Les autres surfaces d'accouplement doivent laisser un espace de 0.1 à 0.2mm.
Le poteau de guidage oblique du crochet doit laisser une disposition de course de 6 à 8mm.
La pointe du crochet a un arc de 0.1mm pour un démontage et un montage faciles.
Un tirant d'eau de 2 degrés peut être laissé sur les surfaces d'accouplement des crochets comme angle de démontage.
L'angle de guidage R au bas de la fente améliore la résistance à la compression, de sorte que l'angle d'inclinaison de la zone avec une épaisseur de viande différente est utilisé comme zone de conversion.
4. processus de production de moulage par injection plastique de coque de téléphone portable
Les coques de téléphone portable sont généralement moulées à partir de matériaux PC ou PC ABS. En raison de la faible fluidité du PC, le processus utilise généralement une température de moule élevée et une température de matériau élevée pour se remplir; La porte utilisée est généralement une porte ponctuelle. Lors du remplissage, il est nécessaire d'utiliser un moulage par injection gradué pour trouver la position de la grille et la position de commutation V-P (pression de maintien par injection), ce qui sera d'une grande aide pour résoudre des anomalies telles que les marques de gaz de porte et le flash de sous-remplissage.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어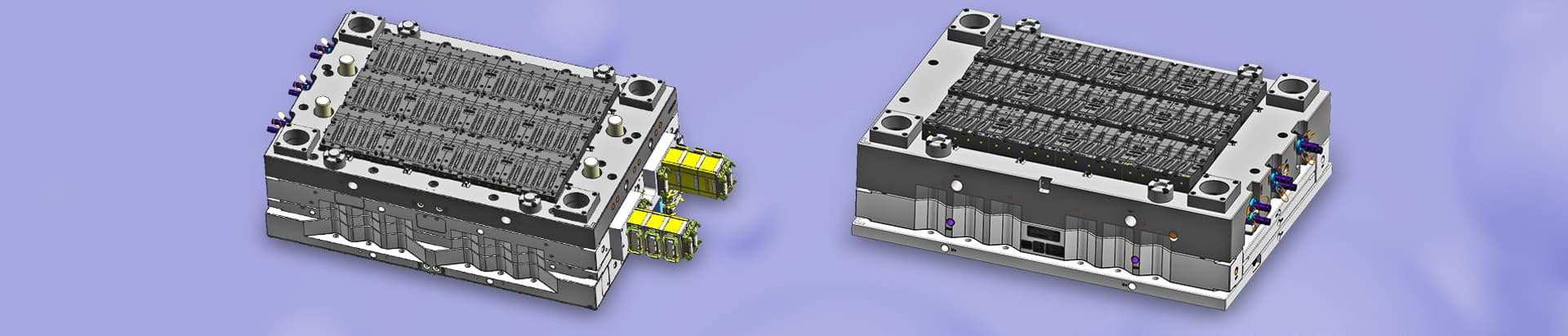





 Appelez-nous sur:
Appelez-nous sur:  Nous envoyer un courriel:
Nous envoyer un courriel:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.