Divers outils et produits utilisés dans la production et la vie quotidiennes, des bases de machines, des enveloppes aux boîtiers de divers appareils ménagers, sont étroitement liés aux moules. La forme déterminée par le processus de production des fabricants de moules d'appareils ménagers détermine la forme de ces produits, et la qualité et la précision des fabricants de moules d'appareils ménagers déterminent également la qualité de ces produits. Faites-nous savoir sur les appareils électroménagersFabricants de moules Chine.
1. Le moldinProcessus g des fabricants de moules d'appareils ménagers
Il comprend principalement le remplissage du moule et le démoulage de l'orifice de refroidissement à maintien de la pression. La phase d'amorçage est la première étape de tout le cycle d'injection. Temps entre la fermeture du moule de l'appareil et l'extrémité d'environ 95% remplissage de cavité de moule. En théorie, plus le temps de remplissage est court, plus l'efficacité du moulage est élevée, mais dans la production réelle, le temps de moulage est affecté par diverses conditions.
Remplissage à grande vitesse. Les résultats montrent que le taux de cisaillement est important lors du remplissage à grande vitesse et que l'effet d'amincissement du cisaillement réduit la viscosité du plastique et réduit la résistance globale à l'écoulement; chauffage visqueux local réduit l'épaisseur de la couche solidifiée. Par conséquent, dans l'étape de contrôle du débit, l'effet de refroidissement des parois minces n'est pas évident en raison du remplissage à grande vitesse, donc l'effet du taux est la haute main.
Levez à basse vitesse. Les résultats montrent que le système a un faible taux de cisaillement, une viscosité locale élevée et une grande résistance à l'écoulement. En raison de la vitesse d'alimentation lente et du débit lent, l'effet de conduction thermique est évident et la chaleur est emportée par la paroi du moule froid. Avec une petite quantité de chauffage visqueux, l'épaisseur de la couche solidifiée devient plus épaisse, augmentant encore la résistance à l'écoulement de la surface à paroi mince.
D'une manière générale, la force de soudure dans la zone à haute température est meilleure. De plus, la température des deux fondus dans la zone à haute température est similaire, et les propriétés thermiques des fondus sont fondamentalement les mêmes, ce qui augmente la force de la zone de fusion; au contraire, dans la zone de basse température, la force de soudage est faible.
2. le rôle de l'étape de remplissage des fabricants de moules d'appareils ménagers
C'est l'application continue d'une pression pour compacter la masse fondue et augmenter la densité du plastique pour compenser le comportement de retrait du plastique. Pendant le processus de maintien de la pression, la contre-pression est élevée car la cavité est remplie de plastique. Dans le processus d'emballage et de pressage deMoule pour appareil ménagerFabricants, la vis de la machine de moulage par injection ne peut se déplacer que lentement, et la vitesse d'écoulement du plastique est relativement lente. À ce moment, ce flux est appelé écoulement d'emballage.
En raison du refroidissement de la paroi du moule de l'appareil ménager, le plastique se solidifie rapidement et la viscosité de la fonte augmente pendant l'étape de conservation de la chaleur, et la résistance dans la cavité du moule est très grande. Dans la dernière étape de l'emballage, la partie en plastique est progressivement formée. Cette étape doit se poursuivre jusqu'à ce que la buse soit solidifiée et scellée. À ce stade, la pression de la cavité atteint la valeur la plus élevée pendant la phase de remplissage. Pendant la phase de remplissage, le plastique présente une compressibilité partielle due à une pression élevée.
Dans la zone de haute pression, la plasticité est relativement dense et la densité est élevée; dans la zone de basse pression, la plasticité est lâche et la densité est faible. La distribution de densité varie avec le temps et l'emplacement. Pendant le processus de remplissage, la vitesse d'écoulement du plastique est très faible et le débit ne joue pas un rôle dominant. La pression est le principal facteur affectant le processus de remplissage. Pendant le processus de remplissage, la cavité est remplie de plastique et la masse fondue progressivement solidifiée est utilisée comme moyen de transmission de la pression.
La pression dans la cavité du moule est transmise à la surface de la paroi du moule à travers le plastique, ce qui rend le moule de l'appareil ménager facile à ouvrir. Par conséquent, une force de serrage appropriée est requise pour le serrage du moule.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어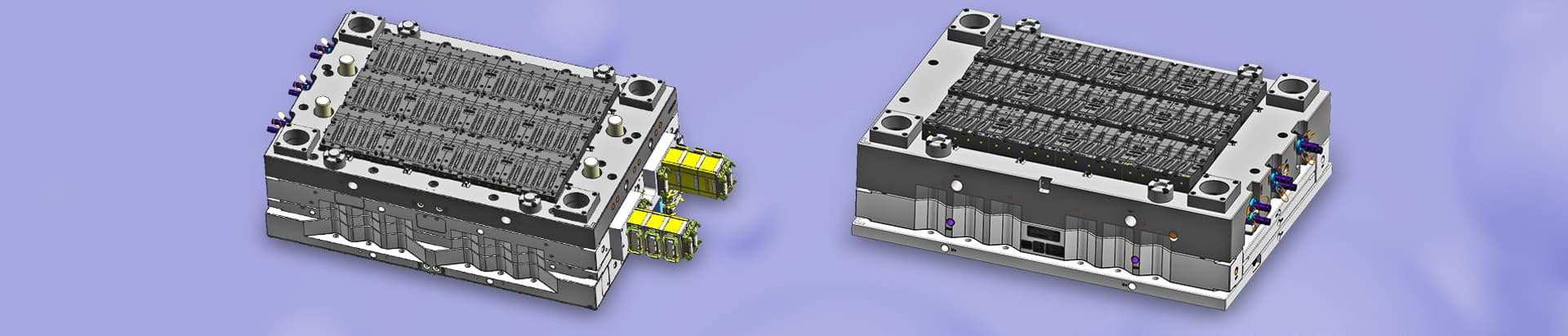





 Appelez-nous sur:
Appelez-nous sur:  Nous envoyer un courriel:
Nous envoyer un courriel:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.