PourEntreprise de fabrication de moules en plastique, Car la qualité du moule détermine directement l'efficacité de production du moulage par injection et la qualité du produit, ce qui détermine la valeur ajoutée du produit, comment refroidir efficacement les produits en plastique dans le temps de cycle minimum est devenu un facteur clé pour la majeureEntreprise de fabrication de moules en plastiqueÀ considérer, et le refroidissement joue un rôle important dans cette période.
Le principe du refroidissement conforme est de réduire rapidement la température des pièces en plastique de manière uniforme et continue. Les pièces d'injection ne peuvent pas être retirées du moule pendant le processus de refroidissement jusqu'à ce qu'elles soient complètement refroidies. Ensuite, les pièces d'injection peuvent être retirées du moule. Tout point chaud retardera le cycle d'injection des pièces d'injection, ce qui peut provoquer un gauchissement et une dépression des pièces d'injection après le démoulage, et peut endommager la qualité de surface des pièces.
Un refroidissement rapide éloigne la chaleur de la partie d'injection par le passage du liquide de refroidissement dans le moule. La vitesse et l'uniformité de cet effet de refroidissement sont déterminées par le passage du fluide et la vitesse du fluide de refroidissement à travers lui.
Le passage de refroidissement dans le moule produit par le traditionnelEntreprise de fabrication de moules en plastiqueEst réalisé par traitement secondaire. Grâce au forage croisé, le réseau interne du tuyau en ligne droite est généré, et la vitesse d'écoulement et la direction sont ajustées par le bouchon de fluide intégré. Cette méthode a ses limites. La forme du réseau d'eau est limitée. Par conséquent, le canal de refroidissement est loin de la surface de la matrice, ce qui rend l'efficacité de refroidissement faible. Non seulement cela, mais aussi devoir faire face au temps de traitement et d'assemblage supplémentaire, ainsi qu'au risque de blocage du réseau de canaux aveugles; de plus, dans des circonstances complexes, afin de réserver le traitement du canal de refroidissement, la matrice doit également être découpée en plusieurs parties pour fabriquer, Puis épissé en une matrice entière, ce qui conduit à des liens de fabrication supplémentaires, et raccourcit également la durée de vie de la matrice.
La différence entre le refroidissement conforme et le refroidissement traditionnel est que la forme du canal de refroidissement change avec la forme des produits d'injection, et il n'est plus linéaire. Ce canal de refroidissement résout le problème de la distance incohérente entre le canal de refroidissement traditionnel et la surface de la cavité de la matrice, ce qui peut refroidir les produits d'injection uniformément et avoir une efficacité de refroidissement plus élevée.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어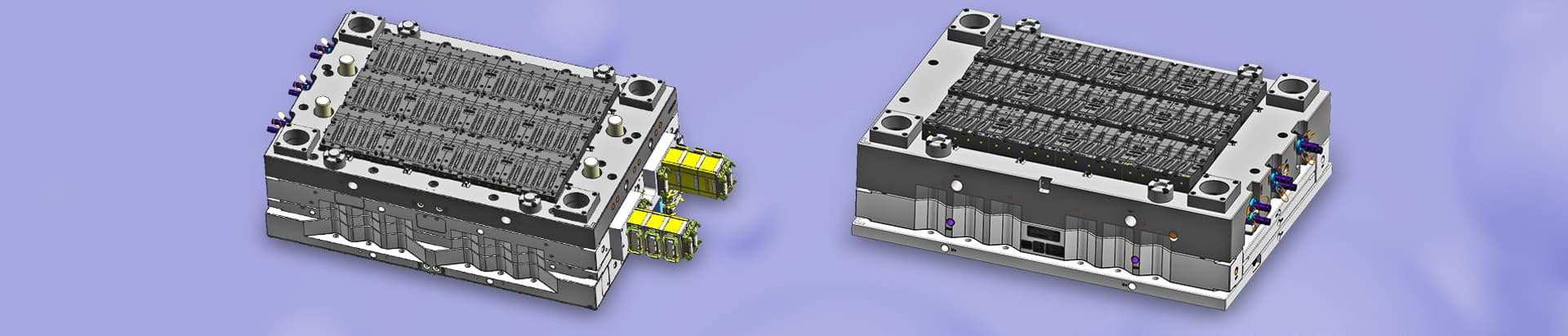





 Appelez-nous sur:
Appelez-nous sur:  Nous envoyer un courriel:
Nous envoyer un courriel:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.