1. principe de conception du bloc coulissant pour le moule automobile
(1) L'angle de pente du curseur doit être de 2 à 3 ° plus grand que celui du poteau de guidage incliné, et l'angle du poteau de guidage incliné ne doit pas dépasser 20 °;
(2) La distance entre le bloc coulissant et la surface d'étanchéité du moule avant doit être supérieure à 15mm;
(3) La surface d'insertion entre le curseur et le noyau du moule doit être faite à 3 ° ou 5 ° pour éviter le frottement direct avec leMoule automobileNoyau;
(4) Il est préférable de garder le corps original de la pelle, et la forme de l'insert devrait assurer la force;
(5) Le côté oblique et la surface inférieure du curseur doivent être constitués de blocs résistants à l'usure, et les moules rapides peuvent être considérés comme n'étant pas constitués de blocs résistants à l'usure;
(6) Le curseur doit ajouter un ressort (ou une boucle, ou un ressort et une boucle ensemble) et un dispositif de limite;
(7) Lorsque la zone du plan de colle sur le curseur est grande, une pelle rétrocaveuse est nécessaire;
(8) Faites-le savoir comment calculer la course du curseur inférieur;
(9) Connaître le matériau utilisé pour le guide de bloc d'usure; s'il est nécessaire d'ouvrir la rainure d'huile; si nécessaire, de quel côté ouvrir.
2. principe de conception du toit incliné du moule automobile
(1) La longueur d'accouplement du maillon supérieur incliné et du manchon de guidage doit être supérieure à 2/3 de la longueur du maillon dans la plaque B;
(2) Il est préférable de fixer le bloc supérieur incliné et le lien avec des vis à tête de coupe, ce qui est pratique pour le traitement; deuxièmement, utilisez des broches; troisièmement, il peut être sous la forme de blocs de pressage;
(3) Le bord du trou de vis sur le bloc supérieur est à au moins 5mm de la position d'étanchéité;
(4) Le trou entre la bielle et la plaque B est de 0.5mm d'un côté;
(5) La tête et la queue du maillon doivent être prises en compte pour le positionnement; la plaque inférieure doit être faite avec des trous d'artisanat pour un démontage et un montage faciles;
(6) L'angle d'éjection supérieure inclinée doit être inférieur à 12 °, pas plus de 15 °;
(7) Savoir calculer la course d'éjection de la pente de haut en bas;
(8) S'il n'y a pas d'exigence pour le siège supérieur incliné, la conception la plus simple doit être adoptée.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어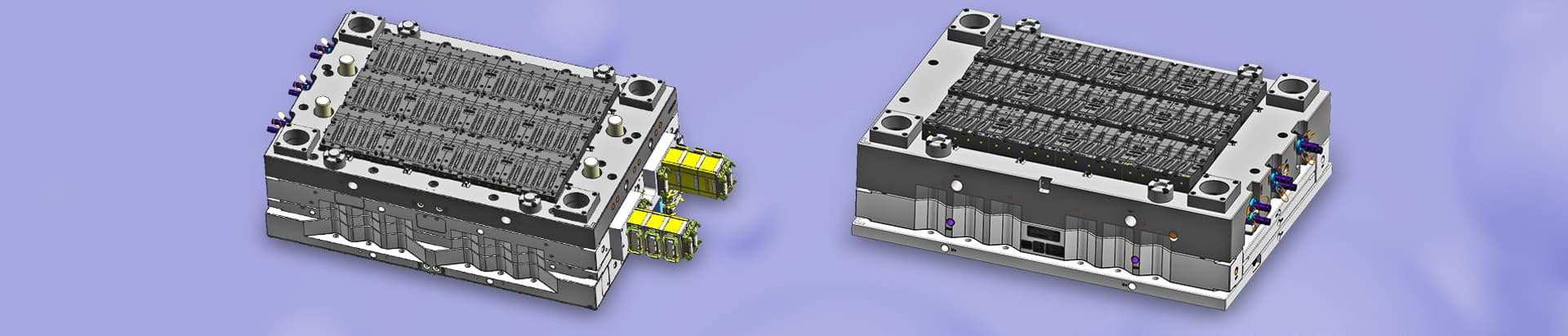





 Appelez-nous sur:
Appelez-nous sur:  Nous envoyer un courriel:
Nous envoyer un courriel:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.