Avec le développement de l'intelligence et la miniaturisation des produits électroniques, la précision des produits devient de plus en plus élevée, et l'application du processus I / M de moule à 3 plaques devient de plus en plus courante. L'implantation manuelle ou assistée par robot traditionnelle n'est pas efficace, de sorte que le processus de type I / M de traction devient de plus en plus populaire.
Il existe trois types de couramment utilisésMoule à 3 plaques: Le premier est entre la plaque de décapage et le gabarit femelle; le second est entre la plaque de décapage et la plaque fixe supérieure; et le troisième se situe entre le modèle féminin et le modèle masculin.
Lorsque le côté du moule mâle est initialement tiré par leFabricant de moules d'injection, Il n'y a pas de connexion et d'obstruction entre la plaque de décapage et le gabarit femelle en raison de l'installation de l'obturateur entre les gabarits mâle et femelle, et il n'y a pas de connexion et d'obstruction entre la plaque de décapant et le gabarit femelle (dans la plupart des cas, la petite tige de traction est également équipée d'un ressort). À ce moment, la plaque de strip-teaseuse et le gabarit femelle sont d'abord séparés sous la traction, et le gabarit femelle se déplace vers l'arrière avec le gabarit masculin, se déplaçant à la distance définie (supérieure à la longueur de la tête), qui est bloquée par le petit bloc de limite de tige de traction. Au fur et à mesure que le gabarit femelle continue de reculer le long du côté de la machine de moulage par injection, la petite tige de traction est également entraînée. Il entraîne le déplacement de la plaque de décapage sur une distance définie (généralement 5mm), de manière à abaisser la tête du matériau. Une fois la distance définie déplacée, la petite tige de traction et le gabarit femelle cessent de bouger.
Le côté du moule à injection continue de reculer du côté mobile et la force de traction augmente continuellement, ce qui dépasse la force de verrouillage de l'obturateur. Le coffrage femelle et le coffrage mâle sont séparés et s'arrêtent lorsqu'ils sont séparés à la distance définie.
Sous la poussée de l'éjecteur, la plaque d'éjection entraîne le mécanisme d'éjection (broche d'éjection, mors inclinés, etc.) pour lancer l'action d'éjection, et éjecte les produits finis (tombant ou enlevé automatiquement par le manipulateur).

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어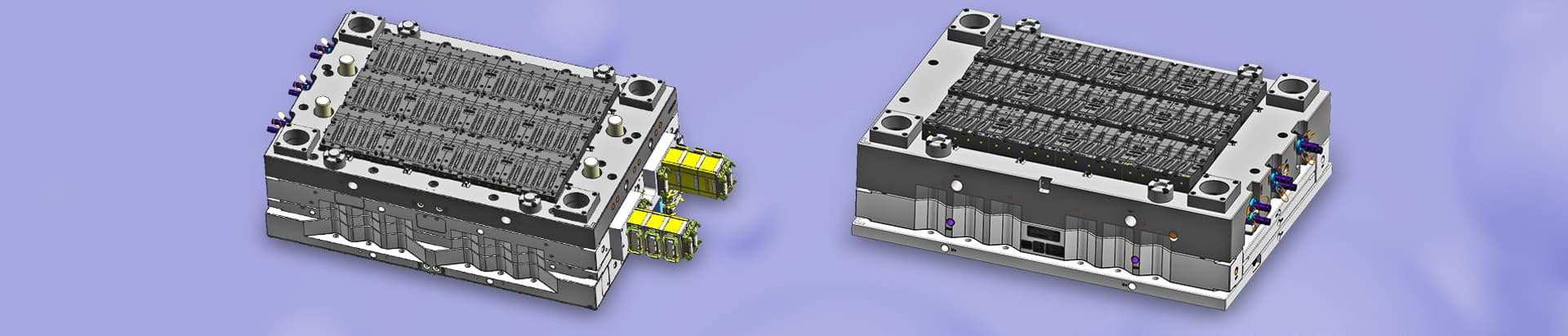







 Appelez-nous sur:
Appelez-nous sur:  Nous envoyer un courriel:
Nous envoyer un courriel:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.