
Moule d'injection coureur chaud vs coureur froid
Le moule d'injection est un outillage pour la fabrication de pièces en plastique. Il existe de nombreux types d'injection
Moules. Dans cet article, les moules d'injection sont divisés en moule à canaux chauds et à canaux froids.
Le canal chaud garantit que le plastique dans le canal et la porte restent fondus par chauffage.
Parce qu'il y a des tiges de chauffage et des anneaux de chauffage près ou au centre du coureur, le coureur entier de la sortie de la buse de la machine de moulage par injection à la porte est dans un état de température élevée, de sorte que le plastique dans le coureur reste fondu.
Généralement, il n'est pas nécessaire d'ouvrir le coureur pour retirer le condensat après l'arrêt, et il est seulement nécessaire de chauffer le coureur à la température requise lors du redémarrage.
Après refroidissement dans le moule, le plastique dans le coureur froid est retiré avec le produit, et la partie d'injection ne peut être obtenue qu'après le retrait de la porte froide du coureur.
Comparaison des avantages entre coureur chaud et coureur froid
Moule d'injection plastique de coureur froid
1) Dans le processus de moulage par injection et de remplissage, en raison de la perte constante de chaleur à l'extrémité avant de l'écoulement du matériau, la surface d'écoulement du matériau se solidifiera, et la perte de pression d'injection est grande.
2) Dans le processus de moulage par injection et de remplissage, en raison de la perte constante de chaleur à l'extrémité avant de l'écoulement du matériau, la surface de l'écoulement du matériau se solidifiera, résultant en la température inégale du plastique injecté dans le moule, Ce qui peut conduire directement à une série de problèmes tels que la marque d'évasement, la marque de soudage, la déformation, le gauchissement, la dépression et le remplissage insuffisant des produits en plastique moulés, rendant les pièces moulées par injection plastique incapables de répondre aux exigences.
3) En raison de la génération de coureur froid, leUsine de moules d'injectionDoit mettre en place des équipements de traitement secondaire de déchets spéciaux, ce qui entraîne un gaspillage de main-d 'œuvre et de ressources matérielles.
4) Certaines structures de moule d'injection ont le problème que la porte et les produits en plastique ne peuvent pas être séparés automatiquement, donc le processus de coupe de la porte doit être ajouté, et augmente le coût du travail et prolonge le temps de production.
5) Le temps de refroidissement et le temps de remplissage du moule sont longs, ce qui entraîne une faible efficacité de production
Moule d'injection plastique de coureur chaud
1) La température du coureur chaud après chauffage est presque égale à la température du canon et de la buse de la machine de moulage par injection, ce qui évite la condensation du plastique fondu sur la surface intérieure du coureur et réduit la perte de pression d'injection.
2) Après le moulage par injection plastique, la qualité des pièces moulées en plastique est élevée. Parce que la température, la pression et la densité du plastique après injection dans la cavité du moule sont uniformes, la contrainte interne de la pièce moulée par injection plastique après le moulage est petite, la déformation est également petite, et la taille est stable.
3) Pas de déchets, économiser des matériaux, économiser des ressources et des coûts.
4) Le refroidissement du moule est rapide, le remplissage est rapide, le cycle de formage est court et l'efficacité de la production de moulage par injection est élevée.
Caractéristiques du moule d'injection de coureur chaud
1) La plage de température de fusion des plastiques est large. Il a une bonne fluidité à basse température et une bonne stabilité thermique à haute température.
2) Sensible à la pression. Il ne coule pas sans pression, mais s'écoule immédiatement après l'application de la pression.
3) Bonne conductivité thermique, chauffage rapide et refroidissement.
Lacunes du moule du canal chaud
1) Parce que le système de canaux chauds a un mécanisme de chauffage et un mécanisme de plaque de séparation, il doit occuper un grand espace. Par conséquent, la hauteur totale du moule doit être augmentée, ce qui entraîne directement une augmentation du coût du moule d'injection.
2) La perte de chaleur est grave et difficile à contrôler.
3) Une dilatation thermique sérieuse se produira après le chauffage.
4) Le prix élevé du système de coureur chaud conduit à l'augmentation deInjeFabrication de moules de jonctionCoût.
Type de coureur chaud
Selon la structure, le coureur chaud peut être divisé en coureur chaud ouvert et coureur chaud de valve. Le coureur chaud ouvert peut également être divisé en coureur chaud de porte de bord et coureur chaud de porte de point.
Le canal chaud de la valve contrôle l'ouverture et la fermeture du trou de décharge à travers la valve, ce qui peut obtenir une étanchéité complètement fermée. C'est le plus beau type de portail, sans aucun déchet. Généralement, le type de valve est utilisé pour le moulage par injection de produits avec des exigences élevées.
Point gate hot runner, comme son nom l'indique, la porte de la porte de point est très petite, et la surface du produit est très belle. Il convient au moulage par injection de petits produits. La porte du canal chaud de la porte de bord est relativement grande et le volume d'injection est important. Il convient au moulage par injection de gros produits.
Coureur chaud ou coureur froid, comment choisir?
Nous recommandons de fabriquer un moule d'injection en plastique froid pour la production de pièces en plastique de petit et faible volume.
Le coureur froid est recommandé pour les grandes pièces en plastique sans apparence mais à faible rendement.
Le coureur chaud est recommandé pour les produits moulés par injection plastique de grand volume.
La position de la porte du coureur chaud peut rendre les pièces plus fonctionnelles et avoir une meilleure finition de surface. Le coureur chaud est donc recommandé pour les pièces en plastique avec des exigences d'apparence élevées.
Résumé
Le coût du moule froid de coureur est inférieur à celui du moule d'injection de coureur chaud, mais le coût dePièces en plastique de moulage par injectionAvec le moule de canal chaud est inférieur à celui avec le moule d'injection de coureur froid. HanKing Mould peut vous donner le conseil le plus professionnel pour savoir si un moule d'injection de pièce en plastique doit utiliser un coureur chaud, et nous pouvons proposer plus d'informations sur la façon de se déplacer sur vos projets, contactez-nous pour une procédure de devis gratuite, nous pouvons citer en un jour.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어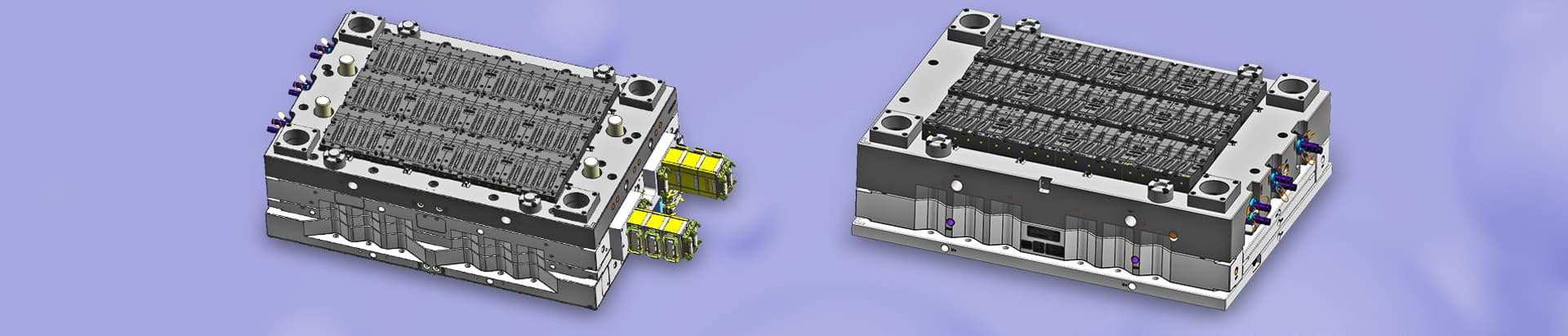



 Appelez-nous sur:
Appelez-nous sur:  Nous envoyer un courriel:
Nous envoyer un courriel:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.