1. grand moule de buse:
Le grand moule de buse signifie que la porte et le coureur sont sur la ligne de séparation, et ils sont démodés avec le produit lorsque le moule est ouvert. Sa conception est la plus simple, et il est facile à traiter et à faible coût, donc beaucoup de gens utilisent de grands moules de buse. La structure du moule d'injection est divisée en deux parties: le moule mobile et le moule fixe. La partie mobile avec la machine de moulage par injection est un moule mobile (principalement du côté de l'éjection). Il est généralement inactif à l'extrémité d'injection de la machine de moulage par injection, il est donc appelé un moule fixe. La partie de moule fixe du grand moule de buse étant généralement composée de deux plaques d'acier, ce type de moule structurel est également appelé "moule à deux plaques". La structure la plus simple dans le grand moule de buse est le moule à deux plaques.
2. moule de buse:
Les coureurs et les portes ne sont pas sur la ligne de départ, généralement directement sur le produit. Par conséquent, il est nécessaire de concevoir une autre ligne de séparation de la buse, la conception est plus compliquée et le traitement est plus difficile. Généralement, le système de buse fine doit être sélectionné en fonction des exigences du produit du moule d'injection. La partie fixe du moule de la buse est généralement composée de trois plaques d'acier, de sorte que ce type de moule structurel est également appelé "moule à trois plaques". Le moule à trois plaques est la structure la plus simple dans le moule de la buse.
3. moule chaud de coureur:
Ce type deMoule de moulage par injectionA à peu près la même structure que la buse. La plus grande différence est que le coureur est dans une ou plusieurs plaques chauffantes et des buses chaudes à température constante. Il n'y a pas de démoulage de matériau froid, et le coureur et la porte sont directement sur le produit. Par conséquent, le coureur n'a pas besoin d'être démoli. Ce système est également appelé pas de système de buse, ce qui peut économiser les matières premières. Il convient à la situation où les matières premières sont chères et les exigences du produit sont élevées, la conception et le traitement sont difficiles et le coût du moule est élevé. Le système de canaux chauds est principalement composé d'un manchon de canal chaud, d'une plaque de canal chaud et d'un boîtier électrique de contrôle de température.
Notre système de canaux chauds commun a deux formes: une porte chaude à un point et une porte chaude multipoint. La porte chaude à un point utilise un seul manchon de porte chaude pour injecter directement du plastique fondu dans la cavité, ce qui convient aux moules d'injection avec une seule cavité et une seule grille; la porte chaude multipoint consiste à ramifier le matériau fondu dans chaque manchon de grille sous-thermique à travers la plaque de canal chaud, puis à entrer dans la cavité. Il convient à l'alimentation multipoint à cavité unique ou aux moules à cavité multiple.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어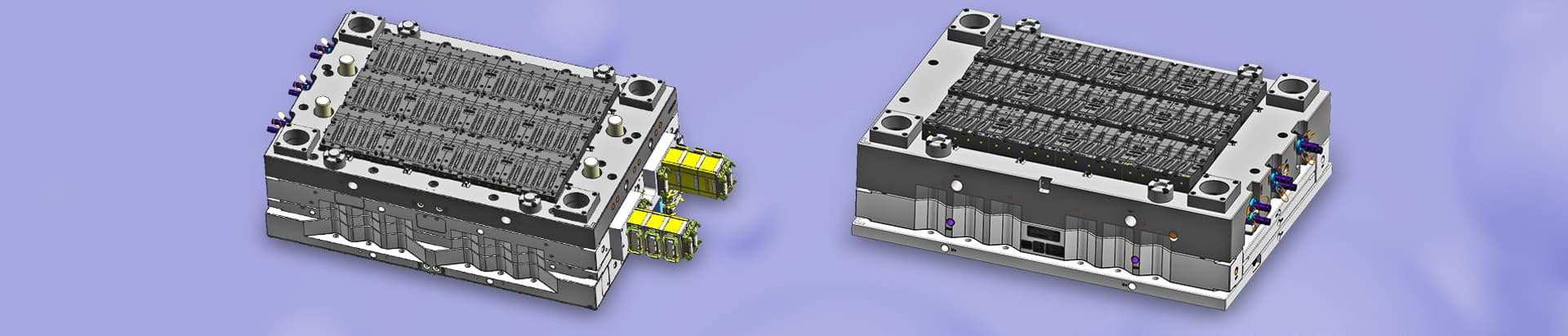




 Appelez-nous sur:
Appelez-nous sur:  Nous envoyer un courriel:
Nous envoyer un courriel:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.