. Principaux points de fabrication de moules à engrenages
1. Traitement du profil dentaire: les dents droites sont traitées avec précision par un fil lent, et au moins 1 coupe et 3 outils de coupe sont sélectionnés pour obtenir une surface plus lisse; la bague d'engrenage hélicoïdale est traitée par la spirale de l'électrode à engrenage et la précision de l'électrode à dent hélicoïdale est très élevée.
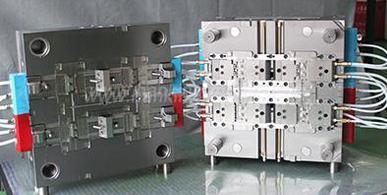
2. Le traitement du bloc de position du tube circulaire sur la surface de séparation nécessite le traitement de fil lent simultané des plaques A et B pour assurer un positionnement coaxial précis.
3. Les moules et inserts cylindriques doivent être traités par des broyeurs cylindriques internes et externes, et les cavités de moule des plaques A et B doivent être traitées par des broyeurs de coordonnées. Sinon, la cylindricité, la rectitude, la verticalité et la rugosité ne peuvent répondre aux exigences et les produits ne peuvent pas être "précis".
4. Pour les inserts de bague d'engrenage généraux, après le traitement du profil de dent, l'épaisseur de la pièce à usiner n'est pas autorisée à être traitée par un broyeur, sinon cela provoquera des bavures transversales sur la surface de la dent, et la pièce sera mise au rebut. En cas de besoin réel, seul le traitement EDM est utilisé pour réduire la surface.
5. polissage sous pression: le polissage et les bavures ne sont absolument pas autorisés sur la surface et les bords de la dent, et la rugosité appropriée ne peut être obtenue que par un usinage électrique unique. Dans le même temps, plus le temps de traitement du moule d'engrenage est long, plus la surface de la dent en acier sera lisse.
Ⅱ. Étape d'essai du moule d'engrenage
1. pendant T1, la ligne d'eau doit être connectée. Le moule d'engrenage est différent du moule de tubage. La structure de conception a déterminé que la ligne d'eau peut être connectée avant T1. Si la conduite d'eau n'est pas connectée, l'échantillon variera considérablement en taille et en équilibre thermique local, ce qui affecte directement la cristallinité et le retrait de la matière plastique, et affecte la précision et la stabilité dimensionnelle du produit.
2. Pendant le T1, assurez-vous d'abord le diamètre extérieur et l'épaisseur de l'engrenage, car ces deux dimensions sont généralement ignorées ou difficiles à changer lors de la réparation du moule d'engrenage. Vérifiez ensuite les autres dimensions. Tant que les deux premiers sont garantis, et avec les conditions de moulage stables, d'autres dimensions peuvent être temporairement acceptées, puis le moule est réparé et terminé pour la deuxième fois. D'une manière générale, lorsque le diamètre extérieur de la dent est garanti, le contour d'un profil de dent unique ne sera pas très différent de celui théorique.
3. Une fois que l'extrémité du produit a rétréci aux deux extrémités ou au milieu, même si le réglage ne peut pas résoudre le problème, veuillez noter que cela ne signifie pas nécessairement que l'échantillon est NG. Dans la plupart des cas, tant que la situation de maillage est acceptable, le client l'acceptera généralement.
Ⅲ. Test d'échantillon de moule d'engrenage
Pour mesurer le diamètre extérieur de la dent, un pied à coulisse numérique peut généralement être utilisé, mais pour les engrenages avec des multiples de 3 et 5 dents, un micromètre à 3 crochets et un micromètre à 5 crochets sont utilisés. Le contour projeté du film peut être sur le profil de la dent.
Cependant, pour les tests de précision, un équipement de test électronique professionnel est nécessaire. Les engrenages d'échantillons sont équipés de dents standard pour mailles les uns avec les autres, puis les paramètres pertinents des engrenages requis sont entrés. L'ordinateur affiche automatiquement les données de test, y compris le ruissellement radial des engrenages et d'autres paramètres.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어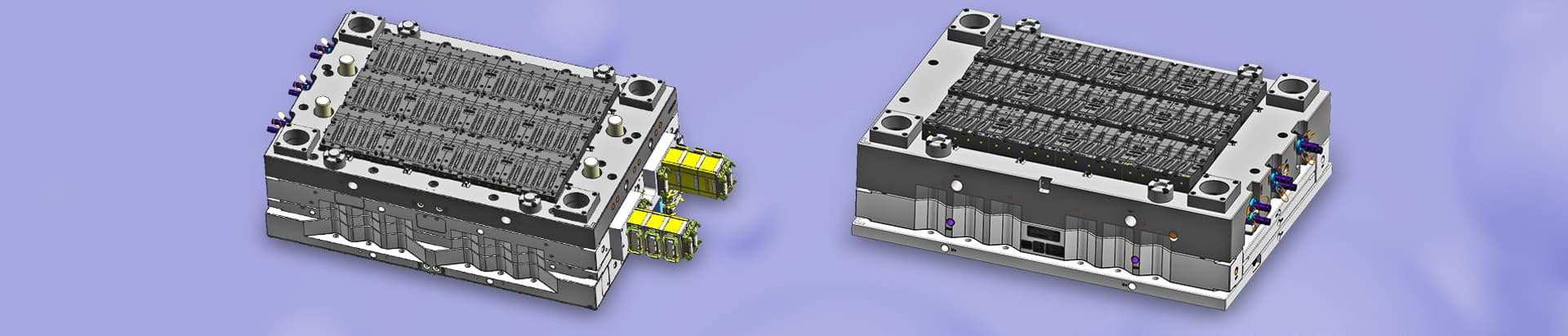





 Appelez-nous sur:
Appelez-nous sur:  Nous envoyer un courriel:
Nous envoyer un courriel:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.